

Главная > Продукты > Детали электроэрозионной обработки проволоки > Вставка для прецизионной штамповки и высечки

Вставка для прецизионной штамповки и высечки
Компания Shenzhen Xincheng Precision Technology Co., Ltd. специализируется на сверхточной электроэрозионной обработке с медленной проволокой, микропрофильной резке, прецизионной обработке карбида вольфрама и производстве прецизионных компонентов пресс-форм. Компания оснащена высокоточными электроэрозионными станками с медленной проволокой, такими как Sodick AP250L и Seibu MM35HP, а также автоматическими системами контроля Keyence серии IM. Это позволяет нам выполнять сложнейшие проекты сверхточной микрообработки и предоставлять вам высококачественные вставки для точной штамповки и высечки.
Отправить запрос
Описание продукта
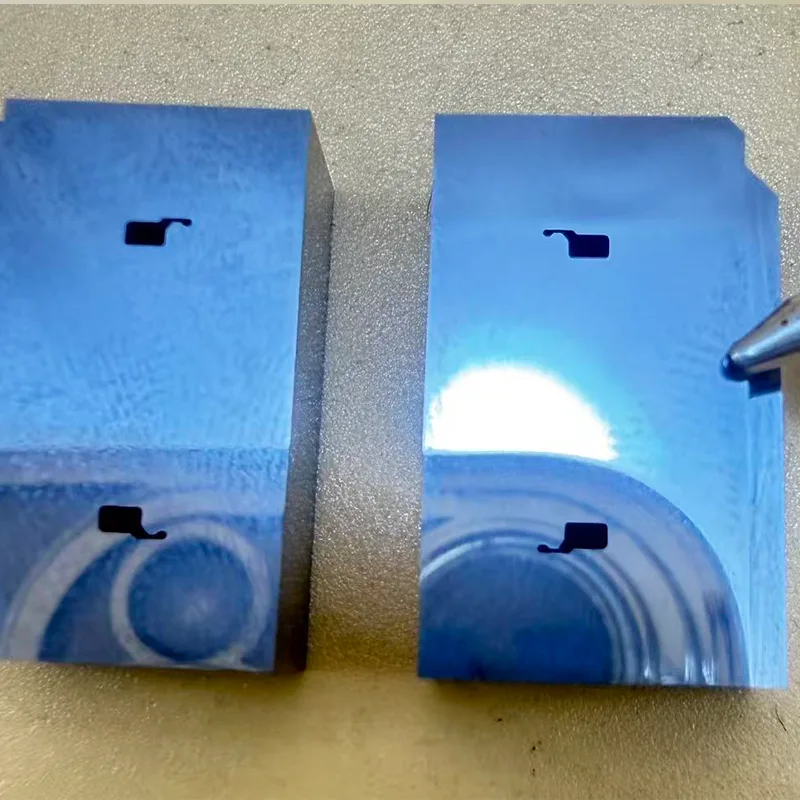
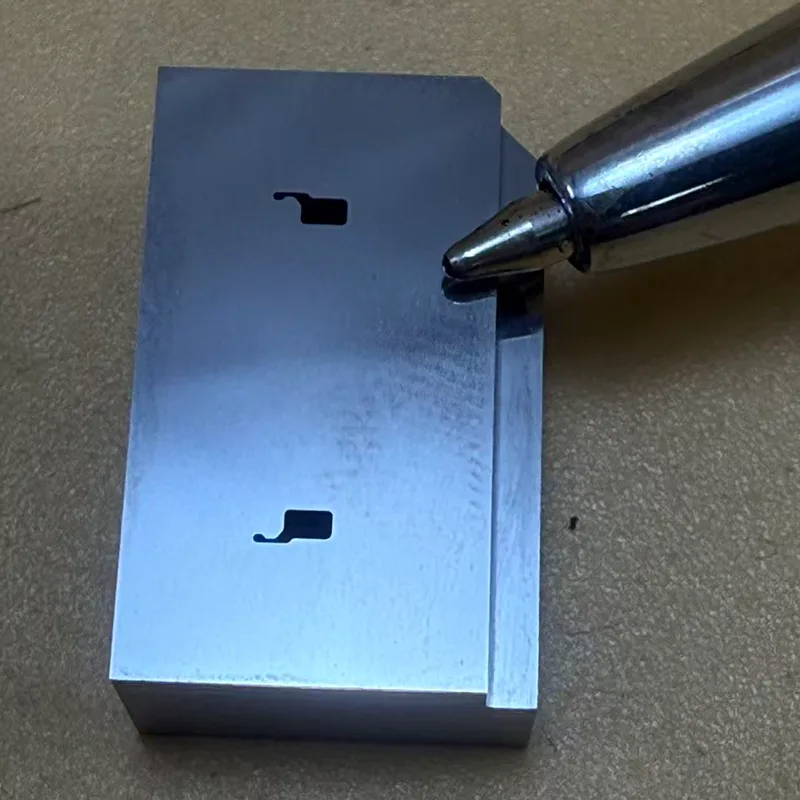
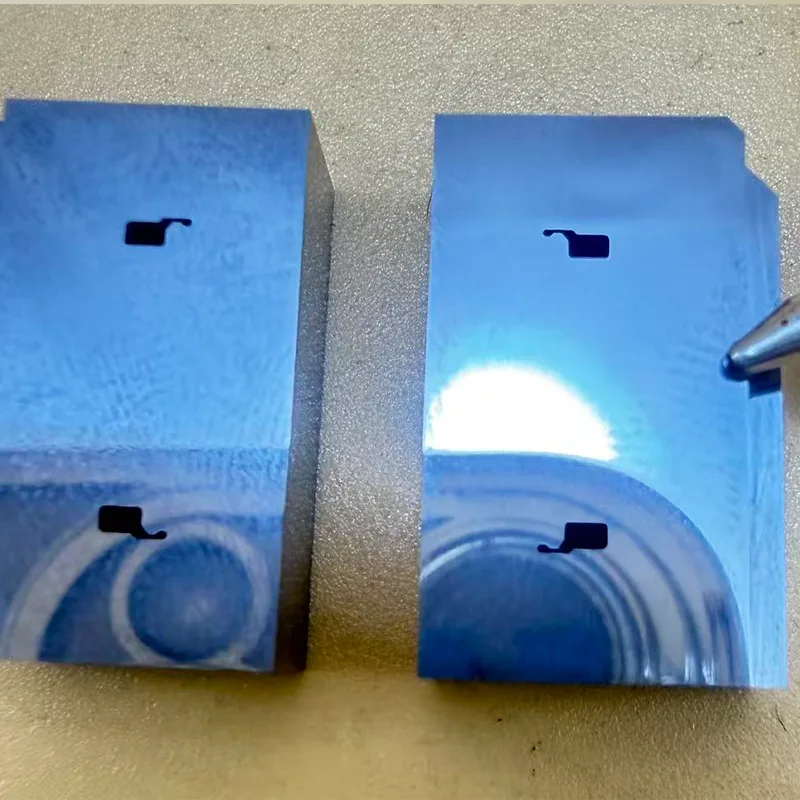
В этом тематическом исследовании подробно описан проект сверхточной электроэрозионной обработки с медленной проволокой для высокоточной штамповочной высечной вставки. Пластина изготовлена из твердого сплава КД20 (карбид вольфрама) с твердостью материала HRA 90–92; он представляет собой типичный пример сверхточной детали пресс-формы с высокой твердостью и высокой хрупкостью. Геометрия продукта включает в себя сложные микропрофили, прямые режущие кромки с нулевым конусом и сложные конструкции с прецизионным конусом. Эти вставки широко используются в области изготовления форм для разъемов, форм для интегральных схем и полупроводников, прецизионного оборудования для новых энергетических применений, а также высококачественных электронных штампов для штамповки.
Параметры обработки
|
Обработка предмета |
Детали параметра |
|
Название заготовки |
Вставка с режущей кромкой для прецизионной штамповки |
|
Технологическое оборудование |
Электроэрозионный станок Sodick AP250L |
|
Диаметр электродной проволоки |
Ультратонкая медная проволока 0,05 мм |
|
Технология обработки |
1 черновая резка + 8 чистовая обрезка |
|
Испытательное оборудование |
Автоматический прибор для измерения изображений Keyence IM-1220 |
|
Материал заготовки |
Сплав карбида вольфрама KD20 |
|
Твердость материала |
HRA 90~92 (прибл. HRC 69~72) |
|
Размерный допуск |
±0,001 мм |
|
Внешний метод обработки |
Комбинированный процесс резки и шлифования твердого тела |
|
Прямая структура лезвия |
Высота 2 мм, прямое лезвие с нулевой конусностью 0° |
|
Структура конической резки |
Полнокруговая резка с конусом 0,5° в нижней части |
Требования к основному процессу обработки
Внешний профиль обрабатывается с использованием комбинированной стратегии резки и шлифования, чтобы гарантировать точное определение исходных размеров за одну операцию, тем самым повышая общую точность сборки и согласованность исходных данных.
Внутренняя полость имеет припуск на одностороннюю обработку +0,005 мм. За счет нескольких чистовых проходов размеры постепенно приближаются, чтобы минимизировать тепловые эффекты и отклонения размеров.
Внутренняя прямая режущая кромка высотой 2 мм строго контролируется для поддержания конусности 0° (нулевой), что обеспечивает превосходное качество поверхности реза при штамповке и однородность режущей кромки.
Нижняя часть режущей кромки имеет конус по всей окружности 0,5° (угол заднего угла) для повышения стабильности выброса лома во время операций непрерывной штамповки.
Каждая заготовка проходит полноразмерный контроль с использованием полностью автоматической системы измерения изображений Keyence IM-1220, которая обеспечивает замкнутую систему управления между обработкой и проверкой.
AP250L + проволока 0,05 мм + 1 черновая/8 чистовая обработка. Управление процессом
Обработка выполняется с использованием сверхтонкой медной проволоки диаметром 0,05 мм, что предъявляет чрезвычайно высокие требования к стабильности оборудования, контролю электрических разрядов и контролю натяжения проволоки.
В процессе обработки применяется стратегия постепенного уменьшения энергии разряда с каждым чистовым проходом. Это включает в себя один черновой проход, за которым следуют восемь чистовых проходов со сверхнизким энергопотреблением для постепенного снятия внутреннего остаточного напряжения в карбид-вольфрамовом материале KD20. Многократные чистовые проходы эффективно уменьшают толщину слоя, подверженного воздействию электрического разряда, улучшают структурную целостность режущей кромки, продлевают износостойкость и срок службы лезвия.
Управление компенсацией траектории с низким энергопотреблением применяется к микромасштабным областям, чтобы минимизировать риск перереза в крошечных углах и термического повреждения мелких структурных элементов.
Во время длительных операций обработки приоритет отдается поддержанию стабильности натяжения проволоки и однородности электрического разряда, чтобы снизить риски обрыва проволоки, сколов углов и смещения размеров.
После восьми чистовых проходов режущая кромка приобретает зеркально отполированную поверхность без заусенцев и разрушений.
Проблемы обработки микроструктур
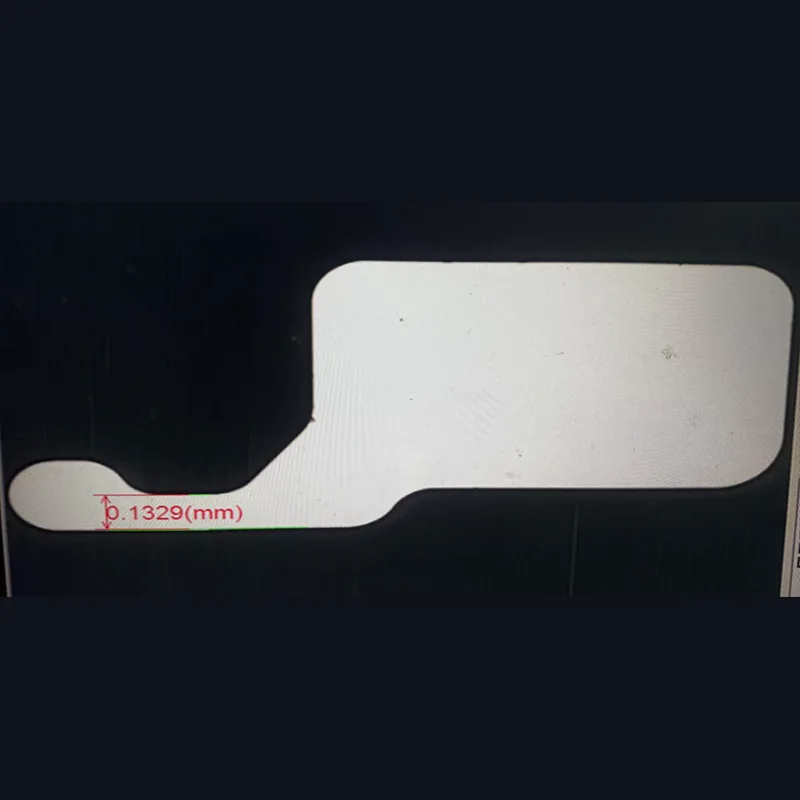
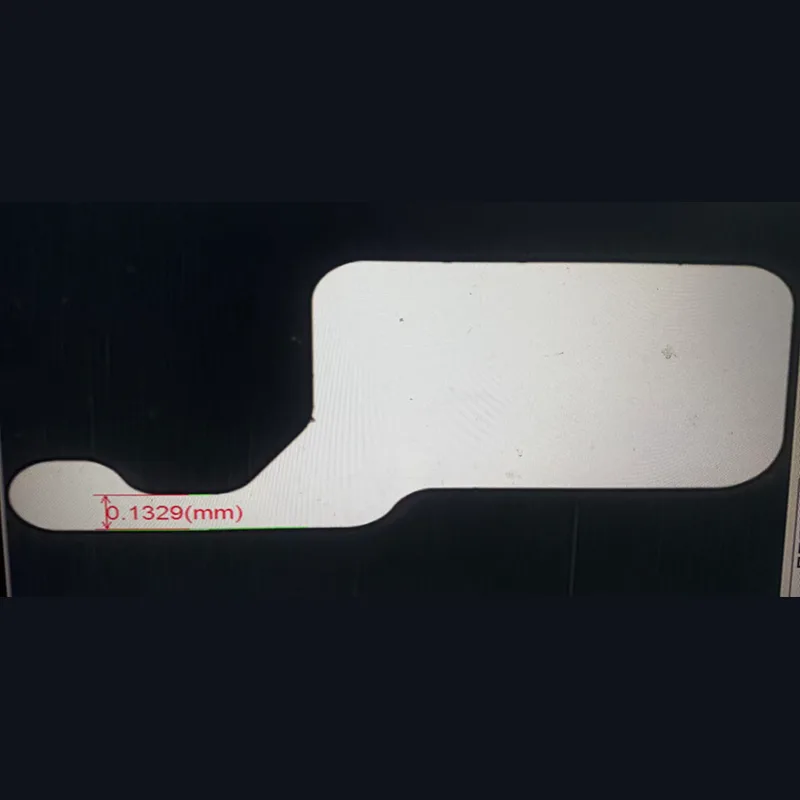
Вставка для прецизионной штамповки и высечки представляет собой типичный пример сверхточной, микромасштабной и сложной геометрической конструкции. Заготовка имеет сверхмалые внутренние углы, микротонкие режущие кромки, сверхузкие пазы и сложную коническую геометрию резания, при этом мельчайшие структурные элементы имеют размер примерно 0,1329 мм. Изготовленная из карбида вольфрама КД20 — материала, характеризующегося высокой твердостью и присущей хрупкостью, — заготовка предъявляет чрезвычайно жесткие требования к контролю энергии разряда, термической стабильности, компенсации траектории и синхронному управлению конусом резания. Это особенно важно при использовании сверхтонкой медной проволоки диаметром 0,05 мм, где даже малейшие колебания натяжения проволоки могут поставить под угрозу целостность режущей кромки и стабильность размеров детали.
Контролируемая среда обработки с постоянной температурой
Во время сверхточного процесса электроэрозионной резки с медленной подачей в цеху поддерживается постоянная температура. Строгий контроль колебаний температуры окружающей среды эффективно сводит к минимуму ошибки теплового расширения и отклонения размеров, которые обычно возникают во время длительных операций обработки. Это обеспечивает постоянную стабильность размеров на протяжении нескольких чистовых проходов, тем самым удовлетворяя требованиям сверхточной обработки с допуском ±0,001 мм.
Контроль качества и проверка с использованием IM-1220
Полностью автоматизированная система измерения изображений Keyence IM-1220 используется для выполнения автоматического сканирования на микронном уровне, тем самым эффективно устраняя потенциальные ошибки, связанные с ручными измерениями.
К основным параметрам контроля относятся: размеры внутреннего и внешнего контуров, односторонние припуски на обработку, перпендикулярность участка режущей кромки 2 мм, угол конусности 0,5°, чистота поверхности режущей кромки.
Система контроля способна надежно определять допуски до ±0,001 мм и автоматически формировать оцифрованные отчеты о проверке качества.
Используя обратную связь, полученную на основе данных контроля, параметры обработки и значения компенсации могут быть дополнительно оптимизированы, тем самым создавая систему управления с обратной связью, которая плавно интегрирует процессы обработки и контроля.
Передовой контроль качества
Благодаря многократным этапам прецизионной чистовой обработки со сверхнизким энергопотреблением окончательная режущая кромка остается острой, без заусенцев, без смятия кромки и следов прижога. В то же время этот процесс эффективно сводит к минимуму риск накопления текстуры выпуска и микроскопических трещин на кромках, тем самым улучшая качество штампованного поперечного сечения и продлевая срок службы вставки для прецизионной штамповки.
Применимые поля
• Прецизионные штампы для штамповки
• Формы для соединителей
• Формы для полупроводниковых микросхем
• Прецизионные медицинские компоненты
• Прецизионные электронные штампы для штамповки
• Прецизионное оборудование для применения в новой энергетике
Горячие Теги: Вставка для прецизионной штамповки и высечки, Китай, Производитель, Поставщик, Фабрика
Связанная категория
Детали электроэрозионной обработки проволоки
Детали штамповки металла
Прецизионные приспособления для инструментов
Механические детали с ЧПУ
Токарный станок с ЧПУ
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.





