

Главная > Продукты > Детали электроэрозионной обработки проволоки > Медицинские приборы и детали имплантатов





Медицинские приборы и детали имплантатов
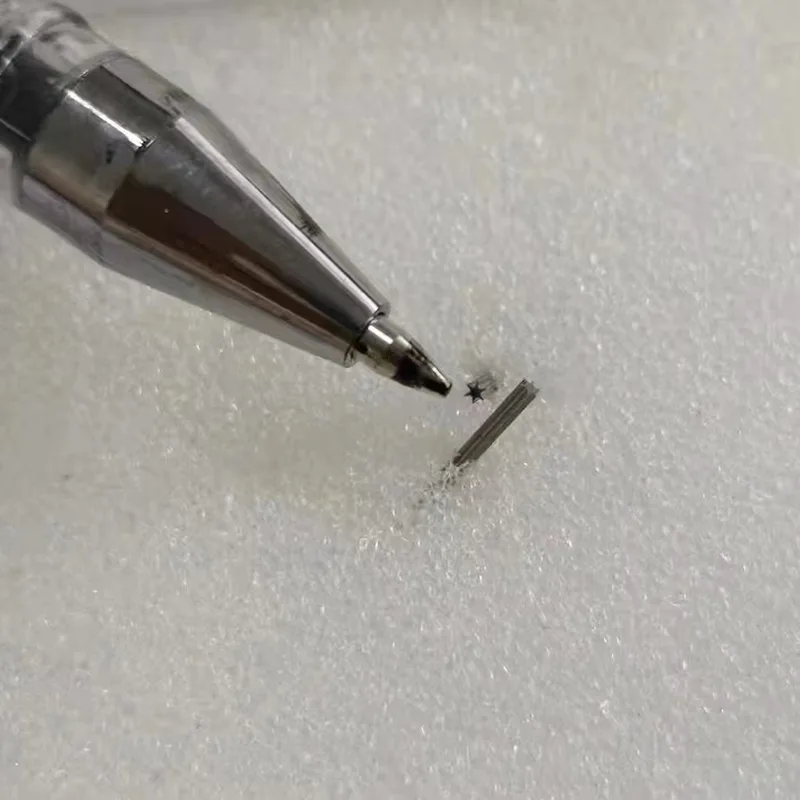
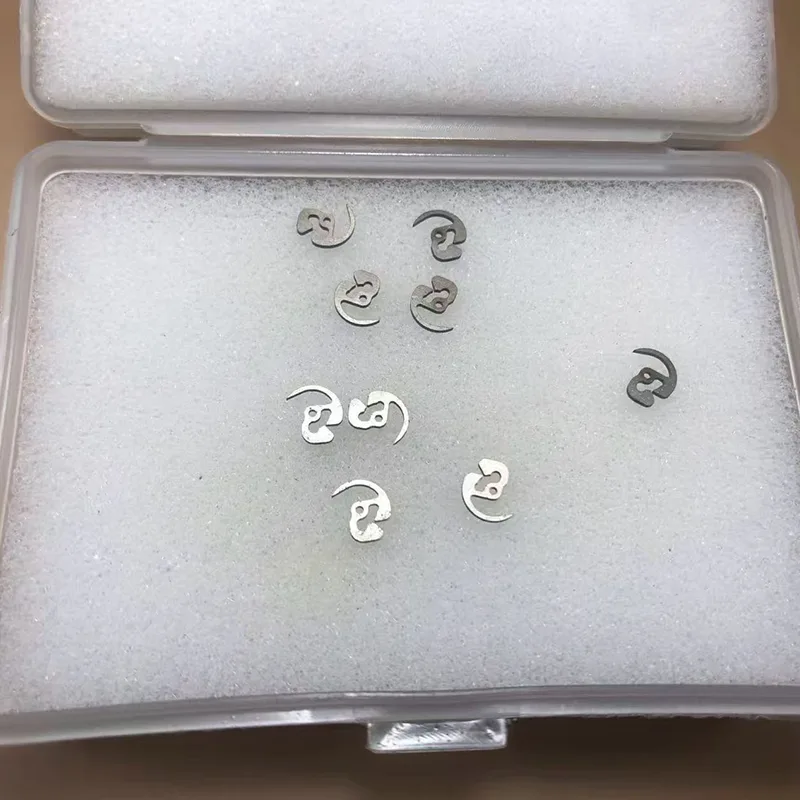
Xincheng является ведущим китайским производителем, поставщиком и экспортером медицинского оборудования и деталей имплантатов. Технология обработки медицинских устройств и имплантатов с ЧПУ стала основной технологией производства медицинских устройств и имплантатов благодаря контролю точности на микронном уровне, способности формировать сложную геометрию и стабильной повторяемости процесса.
Отправить запрос
Описание продукта
Технология прецизионной обработки медицинских изделий и деталей имплантатов с контролем точности на микронном уровне, способностью формировать сложную геометрию и стабильной повторяемостью процесса стала основной вспомогательной технологией для производства компонентов медицинского оборудования и имплантатов. Эти компоненты напрямую связаны с точностью медицинского диагноза, безопасностью хирургических процедур и долгосрочной совместимостью имплантатов с организмом человека. Их производственный процесс должен одновременно соответствовать механическим характеристикам, биосовместимости и строгим отраслевым нормативным требованиям, что делает его ключевой подобластью в секторе высокотехнологичного медицинского производства.
Категория технологий
Медицинские устройства и детали имплантатов, изготовленные на станках с ЧПУ, подразделяются на две основные категории: «неимплантируемые» и «имплантируемые». Первый является функциональным ядром медицинских устройств, а второй — «компонентом жизнеобеспечения», заменяющим поврежденные ткани человека. В области диагностического оборудования его точность определяет стабильность работы вращающихся подшипников КТ и однородность магнитного поля градиентных катушек МРТ; в области имплантатов его геометрическая точность напрямую влияет на срок службы искусственных суставов и эффект остеоинтеграции зубных имплантатов. Данные показывают, что компоненты имплантатов, изготовленные с использованием прецизионной обработки на станках с ЧПУ, имеют уровень клинических осложнений, который более чем на 60% ниже, чем у компонентов, изготовленных традиционными методами, при этом уровень локализации основных компонентов для высокотехнологичного медицинского оборудования увеличивается до 45%.
Ключевые свойства материалов и совместимость при обработке
Выбор материала является основным этапом обработки на станках с ЧПУ медицинских изделий и деталей имплантатов. Он должен одновременно отвечать трем основным требованиям: биобезопасность, механическая совместимость и возможность механической обработки. Основные материалы и их характеристики совместимости следующие:
1. Металлические материалы: основной носитель для имплантатов.
- Титановый сплав (Ti-6Al-4V и класс ELI): в качестве предпочтительного материала для ортопедических и зубных имплантатов он обладает прочностью на разрыв 860 МПа и плотностью всего 4,5 г/см³, сочетая высокую прочность с преимуществами легкого веса. Кроме того, он демонстрирует превосходную биосовместимость, образуя стабильную связь с костью человека. Во время обработки на станке с ЧПУ необходимо использовать инструменты с алмазным покрытием (скорость износа ≤5 мкм/ч) в сочетании со скоростью шпинделя 8000-12000 об/мин, чтобы избежать проблем с залипанием инструмента, вызванных плохой теплопроводностью материала, обеспечивая точность резьбы и поверхности.
- Кобальт-хромовый сплав (CoCrMo): подходит для компонентов фрикционного интерфейса искусственных суставов, его износостойкость в три раза выше, чем у титанового сплава, а его коррозионная стойкость соответствует стандартам ISO 10993. Пятиосевые станки с ЧПУ за счет обработки с постоянным углом контакта инструмента могут контролировать шероховатость поверхности до Ra≤0,4 мкм, уменьшая образование частиц износа во время движения сустава.
- Нержавеющая сталь 316L: используется для изготовления компонентов вала хирургических инструментов и соединителей для диализного оборудования. При содержании углерода ≤0,03% после обработки на станках с ЧПУ и пассивационной обработки образуется устойчивый оксидный защитный слой, обеспечивающий стойкость к коррозии телесных жидкостей более 10 лет. Во время обработки для неразрушающего зажима используется магнитный патрон, а также охлаждающая жидкость медицинского назначения, чтобы избежать загрязнения поверхности.
2. Полимерные материалы: предпочтительны для функциональных компонентов.
- PEEK (полиэфирэфиркетон): его рентгенопрозрачные свойства делают его идеальным материалом для устройств спондилодеза, позволяющим избежать помех со стороны металлических имплантатов при послеоперационной визуализационной диагностике. При обработке на станке с ЧПУ используется вакуумно-адсорбционное приспособление (точность позиционирования ≤±2 мкм), а микрорезка (глубина резания ≤0,05 мм) контролирует тепловую деформацию материала, обеспечивая точность межпозвоночной посадки спондилодезического устройства.
- ПТФЭ (политетрафторэтилен): используется для поршней шприцев и уплотнений трубок. Во время токарной обработки на станке с ЧПУ скорость подачи необходимо снизить до 0,01–0,03 мм/об, чтобы достичь точности поверхности Ra≤0,2 мкм, что снижает остатки лекарственного средства и сопротивление толканию.








Горячие Теги: Медицинские приборы и детали имплантатов, Поставщик, Производитель
Связанная категория
Детали электроэрозионной обработки проволоки
Детали штамповки металла
Прецизионные приспособления для инструментов
Механические детали с ЧПУ
Токарный станок с ЧПУ
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары





